г. Казань, ул. Родины 7/1, офис 16/1


Углы наклона поверхностей и глубина для вакуумной формовки
Вакуумная формовка — эффективная и относительно простая технология производства пластиковых изделий. Однако ее успех кроется в деталях, и одна из самых критичных — геометрия оснастки матрицы. Сегодня разберем фундаментальное правило: углы наклона поверхности для формовки.
Почему это так важно?
Представьте, что вы пытаетесь вытащить хлеб из формы для выпечки, у которой стенки абсолютно вертикальны. Скорее всего, он испортится или вы повредите форму. Примерно то же происходит и с пластиком, застывшим на оснастке. Без корректных углов наклона возникает несколько проблем:
- Закусывание (заклинивание): Изделие плотно обжимает оснастку и не может быть снято без повреждений.
- Грани (складки) и истончение материала: При формовании в острый внутренний угол лист неравномерно растягивается, что ведет к появлению дефектов и критическому уменьшению толщины стенки.
- Сложность и риск порчи оснастки: Для съема требуются чрезмерные усилия, что может повредить как саму деталь, так и дорогостоящую оснастку, особенно если она из алюминия или композитных материалов.
Основной принцип: Чем больше уклон, тем лучше
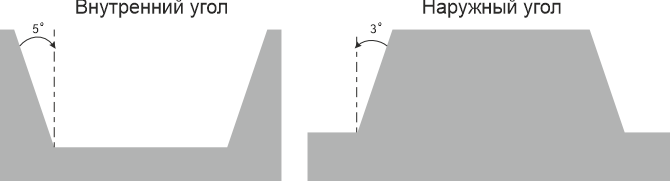
Главное правило: все поверхности, параллельные направлению съема изделия с оснастки, должны иметь минимальный угол наклона.
- Для наружных поверхностей (при использовании матрицы): Уклон делается на сужение к основанию.
- Для внутренних поверхностей (при использовании пуансона): Уклон делается на расширение к основанию.
Проще говоря, оснастка не должна иметь "поднутрений" относительно направления съема или вертикальных поверхностей, иначе при сьеме изделия с матрицы ее будет разрывать и она быстро придет в негодность, а это испорченная матрица, которую придется в лучшем случае ремонтировать или изготавливать новую матрицу.
Рекомендуемые углы наклона
Конкретная цифра зависит от нескольких факторов:
- Тип и усадка материала: АБС, ПЭТ, ПММА (оргстекло), ПС, каждый имеет разную степень усадки и эластичности.
- Глубина/высота формовки: Чем глубже деталь, тем больше должен быть уклон.
- Текстура поверхности: Шероховатая или матовая поверхность оснастки сильнее "схватывается" с пластиком, требуя увеличения угла.
- Используемый метод съема: Ручной съем допускает меньшие углы.
Универсальные рекомендации:
|
Фактор |
Минимальный рекомендуемый угол |
Оптимальный угол |
|
Для большинства материалов |
2° - 3° |
3° - 5° |
|
Для материалов с высокой усадкой |
от 3° |
5° - 7° |
|
Глубокое формование |
от 5° |
7° - 10° и более |
|
Текстурированная поверхность |
Добавить 1°-2° к стандартному значению для гладкой поверхности. |
|
|
Для внутренних углов (ребра) |
Рекомендуется галтель (радиус скругления) не менее R=3-5 мм. Радиус лучше нулевого угла. |
|
Практический совет: На этапе проектирования 3D-модели оснастки всегда закладывайте уклон от 3°. Это страховка от большинства потенциальных проблем.
Ошибки проектирования, которых стоит избегать
- Вертикальные стенки. Даже 0.5° лучше, чем 0°.
- Острые внутренние углы (нулевой радиус). Всегда скругляйте! Это снижает концентрацию напряжений и улучшает растекание материала.
- Неучет усадки материала. Угол должен компенсировать не только геометрию, но и усадку пластика при охлаждении.
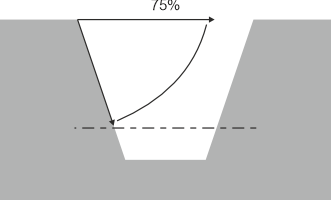
Возможная глубина
Для эффективного формования деталей с углублениями, убедитесь, что глубина составляет не более 75% от наименьшей ширины в верхней части углубления. В противном случае материал будет слишком сильно растягиваться, вызывая чрезмерное истончение и слабое углубление.
Пример: Если ширина углубления 100 мм, то качественно получиться отформовать глубину 75 мм.
Проектирование корректных углов наклона — не формальность, а экономическая необходимость. Правильно рассчитанные уклоны:
- Увеличивают срок службы оснастки.
- Повышают качество и стабильность готовых изделий.
- Снижают процент брака и время цикла.
- Позволяют автоматизировать процесс.
Потратив время на грамотное проектирование геометрии оснастки на старте, вы избежите множества проблем и дополнительных затрат на этапе запуска в производство. Доверяйте расчет углов профессионалам и всегда помните: лучше перестраховаться, добавив лишний градус.
P.S. Нужна помощь в проектировании оснастки или расчете конкретных значений для вашего изделия? Свяжитесь с нами по телефону 8(843)239-36-19 и мы поможем создать оптимальную оснастку для вашей задачи.